


Gas Clean up technology selection for MSW Plasma Gasification Power Plant
Introduction
Plasco Energy developed and operated a full size Plasma Facility. Macrotek was selected to design and supply the gas clean up system for the original plant. In addition, Macrotek was selected for continual evaluation and improvement in order to optimize the system. The development and evolution of the program is discussed in this summary.
Challenge
Plasco used a patented process called plasma arc technology for the conversion of waste material into synthetic gas and marketable products. In the plasma gasification process waste feedstock is dissociated using electrical energy. The main components of the synthetic gas included CO, CO2, and Hydrogen. The synthetic gas contained a multitude of contaminants (including ash, tar, acids, ammonia, and heavy metals) that needed to be removed and neutralized before the synthetic gas could be used in engines to generate power.
Solution
While Plasco developed, operated, and proved the technology, Macrotek optimized a custom designed solution for the gasification process.
The original concept included partial evaporative cooling of the synthetic gas, followed by a dry baghouse for particulate collection, quenching to saturation, and acid removal for the last stage. A dedicated H2S recovery system was included and an activated carbon bed was used as a polishing device. The presence of tars and high water vapour resulted in operating challenges in the baghouse and the downstream equipment. The tar condensation is a function of tar characteristics, particularly its boiling point. Tars with high boiling points, high moisture content in syngas, and operating conditions close to dew points presented operating issues for the baghouse. The overall process concept was re-evaluated.
The design was revised and the baghouse was removed and replaced with Mactotek’s high efficiency variable throat MVA venturi scrubber. The packed column was replaced with a spray tower and further subcooling was promoted by a combination cooling tower water and chiller. The system worked quite effectively after this modification and provided a comprehensive solution for most of the operating cycles.
An option that included high temperature filtration was also considered and tested. For this configuration, a high temperature fabric filter removed all of the solid particulate, while sub-cooling and a venturi was used for further removal of condensed particulate. In addition, an innovative re-generative H2S removal process was incorporated. In this process the H2S was converted to a usable sulphur by-product.
Technology Evaluation and Selection
Macrotek’s approach to the development of an optimal gas clean up system is to focus on every stage of the process and engineer a customized solution for each.
Particulate
Different combinations of technologies were tested and it was concluded that the Macrotek MVA high efficiency variable throat venturi for the wet system or high temperature filtration for the dry system offered the best solution.
Sub-Cooling and Ammonia
A packed column offers the best heat and mass transfer characteristics; however packing is also prone to plugging. A spray tower or counter current packed column is selected, depending on the gasification process and the tar characteristics. Sub cooling will result in significant condensation of the water vapour and will be net generator of water. In addition, this zone will provide for the reaction of ammonia and HCl to form ammonia salts. The reaction and product formation in this zone will be dictated by the stoichiometric ratio of ammonia and HCl and SO2.
Providing optimum conditions for this reaction will result in significant reagent savings for ammonia, HCl, and SO2.
Acids (HCl and SO2)
Separate absorption column will be dedicated for the completion of the HCl and SO neutralization. Alkaline reagent will be used to form salt by product. The synthetic gas is relatively clean (tar free and particulate free) before it enters the acid absorber allowing for very efficient and packed bed column for this stage.
H2S Stage
Gasification occurs in an oxygen-deficient environment unlike combustion which occurs in an oxygen-rich environment. As a result, sulphur compounds in the feedstock are reduced to H2S. The amount of H2S produced is a function of the amount of sulphur in the municipal solid waste. H2S, an extremely toxic gas is removed using Macrotek’s SULFCAT™ system, where an innovative catalytic reagent converts the H2S into innocuous solid sulphur after absorption into the recirculating liquid as shown in the equations below. Since solid sulphur, a saleable product, is produced in the SULFCAT™ system, wastewater treatment or disposal is not required, thereby reducing operating costs. The reagent is not present in the overall reaction because it is not consumed but must be regenerated through forced oxidation as can be seen in equation. Since the reagent is not consumed, the overall chemical consumption costs and thereby operating costs are reduced.
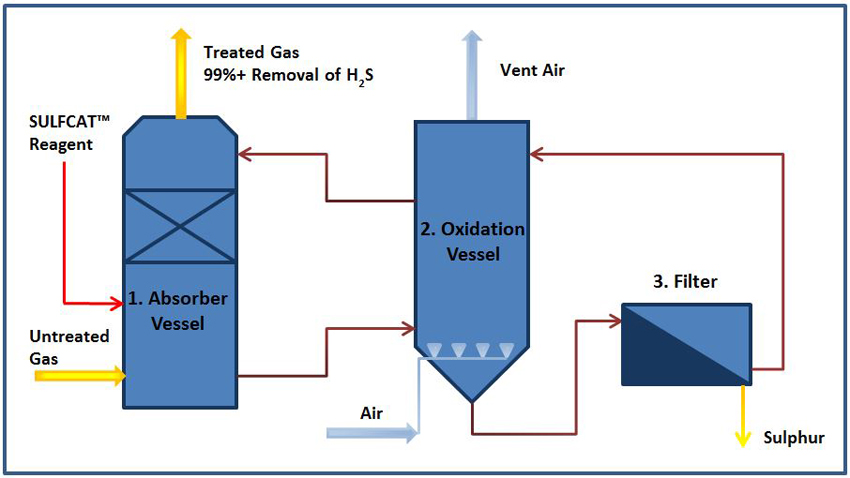
The absorber utilizes a vertical counter-current design for high efficiency absorption of gases as can be seen in the figure below. The untreated gas flows upwards while the recirculating liquid flows down through banks of sprays. The absorber contains a random packing section where the absorption of H2>S occurs. The recirculating liquid is then sent to the oxidation vessel where the reagent is regenerated through forced oxidation with air and the sulphur is settled. The sulphur-bearing liquid is sent to a filter to separate the solid sulphur and recycle the reagent back into the process.
Carbon Bed
The last stage of the gas clean up system includes fixed carbon bed as a polishing stage. Any residual contaminant (heavy metal, organic mercury) that was not captured in the fabric filter, venturi scrubber or spray tower and packed tower absorbers would be captures in this bed. The synthetic gas leaving the carbon bed will be free of any contaminant including particulate, tar, acid, H2S, and heavy metals.


